- 上海索柯壓縮機械有限公司
- 氣體壓縮解決方案提供商
 咨詢熱線:180 1700 5465
咨詢熱線:180 1700 5465



 熱門關鍵詞:
熱門關鍵詞:聯系我們 CONTACT US
全國服務熱線:18017005465
客服QQ:243326983
服務郵箱:243326983@qq.com
聯系地址:上海嘉定寶安公路2799弄
上海索柯壓縮機械有限公司
鋁合金管道陽極氧化工藝原理與工業應用深度解析!
鋁合金管道作為現代工業中壓縮空氣系統、化工介質輸送等領域的重要載體,其表面處理工藝直接關系到管道的使用壽命與系統穩定性。其中,陽極氧化技術通過賦予鋁合金表面功能性氧化膜,成為提升管道性能的核心手段。本文以電解反應動力學為基礎,結合微孔結構調控原理,系統闡述該工藝的化學本質與工程實現路徑。
一、陽極氧化工藝的化學本質與反應機制
1. 電解池構建與電荷遷移過程
陽極氧化工藝本質上屬于金屬電化學氧化反應。以鋁合金管道為陽極,鉛板或石墨為陰極,兩者浸入酸性電解液(如15%-20%硫酸溶液)構成閉合回路。當施加直流電壓(通常15-25V)時,電解液中的H?向陰極遷移,而Al³+與OH?在陽極表面發生氧化反應。
關鍵電極反應式:
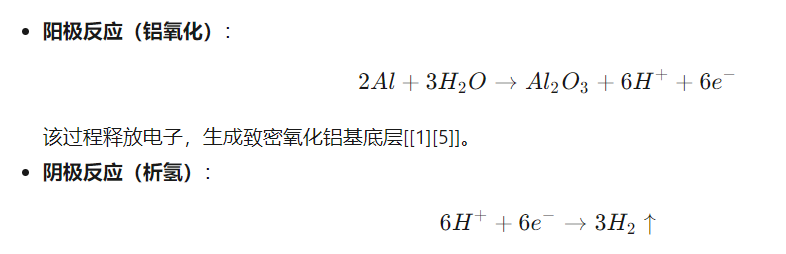
氫氣氣泡的逸出促進電解液循環,維持反應界面穩定性。
2. 氧化膜生長的動態平衡機制
氧化膜形成并非單一線性過程,而是溶解-沉積動態平衡的結果:
成膜階段:電解初期,電場驅動Al³+向外擴散,與電解液中的O²?結合生成Al?O?晶核,形成厚度約1-2μm的阻擋層。
多孔層發育:隨著電壓持續作用,局部電場強度突破氧化膜介電強度,引發微區擊穿,形成蜂窩狀多孔結構(孔徑10-30nm),孔隙率可達10%-30%。
自調節效應:硫酸電解液對氧化膜兼具蝕刻作用,通過控制H?濃度與溫度(18-22℃),實現孔道結構的定向生長。
二、工藝參數對氧化膜性能的定向調控
1. 電解液體系選擇與功能適配
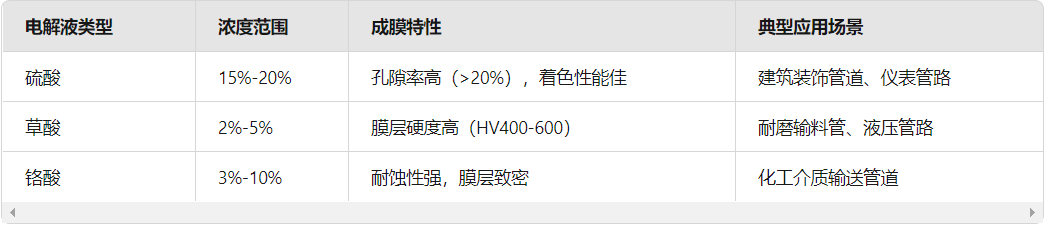
鋁合金材質具備抗機械振動、耐火、耐候等特性,-30℃至+80℃環境下性能穩定。某化工廠實測數據顯示,鋁合金管道在酸堿環境中使用10年后,壁厚僅減少0.1mm,而同期鍍鋅管已出現局部穿孔。此外,其16bar的設計承壓能力(如福斯特管道)確保高壓環境下的安全運行。
2. 電流密度與氧化動力學的定量關系
根據法拉第定律,氧化膜厚度(d)與電流密度(J)、時間(t)滿足:
d=k⋅J⋅t
式中k為氧化效率系數(約0.3-0.5μm/(A·min·dm²))。實際工藝中需將J控制在1.5-3.0 A/dm²,避免過高電流導致膜層燒損。
3. 溫度梯度對膜結構的影響規律
溫度升高會加速氧化膜溶解,導致孔隙率增大、硬度下降。當溫度超過25℃時,膜層硬度下降速率達0.8HV/℃[[6]]。因此,精密管道氧化需配備循環冷卻系統,維持電解液溫差≤±1℃。
三、后處理工藝與功能強化路徑
1. 微孔著色技術
利用氧化膜的多孔特性(比表面積達250-800m²/g),通過吸附著色或電解沉積實現管道標識與防腐增強:
有機染料吸附:將氧化后管道浸入含偶氮染料的酸性溶液(pH4-6),孔隙吸附染料分子,獲得紅、藍等鮮艷色彩。
金屬鹽電解:在錫鹽或鎳鹽溶液中二次電解,金屬離子沉積于孔道底部,形成耐候性更強的復合膜層。
2. 高溫封孔與耐蝕性提升
采用沸水封孔(95-100℃, 30min)或鎳鹽冷封孔,促使Al?O?水合生成勃姆石(AlOOH):
Al2?O3?+H2?O→2AlOOH
該過程使孔隙體積收縮60%-80%,鹽霧試驗耐蝕時間從500h延長至2000h以上。
四、工業管道應用中的性能優勢對比
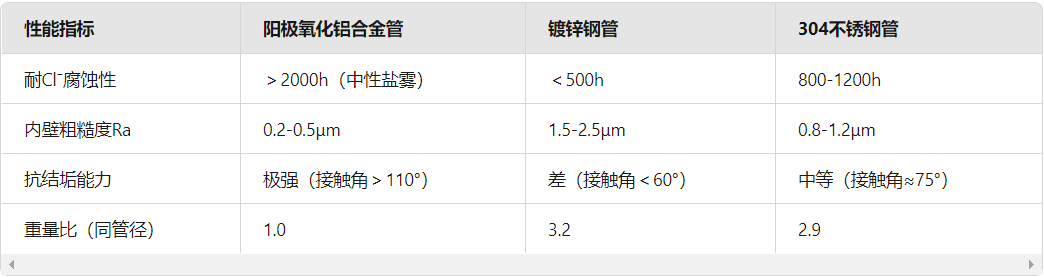
案例實證:某化工廠將DN200壓縮空氣主管道替換為陽極氧化鋁合金管后,壓降從0.15MPa降至0.06MPa,年節能收益超80萬元。
五、工藝挑戰與未來發展趨勢
盡管陽極氧化顯著提升了鋁合金管道性能,但仍需突破以下技術瓶頸:
1.復雜結構件均勻性控制:大直徑彎頭、三通等部位易出現膜厚偏差(>±15%),需開發脈沖電源與自適應夾具。
2.綠色工藝轉型:傳統鉻酸氧化產生含Cr(VI)廢水,需推廣無鉻封孔劑(如硅溶膠體系)。
3.智能化工藝監控:引入在線pH/電導率傳感器與機器學習算法,實現氧化膜生長狀態的實時預測。
可以預見,隨著等離子體輔助氧化、超快脈沖電解等新技術的發展,鋁合金管道陽極氧化工藝將向納米結構化、功能集成化方向持續演進。
 熱門推薦
MORE+
熱門推薦
MORE+



上海索柯壓縮機械有限公司
咨詢熱線:18017005465
聯系我們Contact us
公司郵箱:243326983@qq.com
公司地址:上海市嘉定區寶安公路2799弄38號
備案號:滬ICP備16009539號
免責聲明:本站部分資訊、圖片來源于網絡及網友投稿,如有侵權請及時聯系客服,我們將盡快處理
二維碼QR code

掃碼可以了解更多
-
在線溝通,請點我在線咨詢
-
咨詢熱線:
18017005465
客服qq:
243326983 -